आमतौर पर उपयोग किए जाने वाले धातु प्रसंस्करण विधियों में से एक: धातु भागों की ड्रिलिंग, बैच प्रसंस्करण
Jun 03, 2020
एक संदेश छोड़ें
1। ड्रिलिंग की परिभाषा
चीनी नाम: ड्रिलिंग
अंग्रेजी नाम: ड्रिलिंग
अन्य नाम: ड्रिलिंग
परिभाषा: ड्रिलिंग टूल वर्कपीस के सापेक्ष चलता है और अक्षीय फ़ीड गति करता है, और वर्कपीस में मशीनिंग छेद का एक तरीका है।
ड्रिलिंग सबसे बुनियादी छेद प्रसंस्करण विधियों में से एक है। ड्रिलिंग को अक्सर ड्रिलिंग मशीन और लेथ पर, बल्कि बोरिंग मशीन और मिलिंग मशीन पर भी किया जाता है। आमतौर पर इस्तेमाल की जाने वाली ड्रिलिंग मशीनों में बेंच ड्रिलिंग मशीन, वर्टिकल ड्रिलिंग मशीन और रेडियल ड्रिलिंग मशीन शामिल हैं।

दूसरा, ड्रिलिंग की विशेषताएं:
बाहरी सर्कल के मोड़ की तुलना में, ड्रिल बिट के लिए संसाधित सतह पर स्थानीय रूप से काम करना अधिक कठिन है, इस प्रकार कुछ विशेष समस्याएं पैदा होती हैं। उदाहरण के लिए, ड्रिल बिट, चिप होल्डिंग और चिप निकासी, गाइड और शीतलन और नमी, फिसलने, आदि की कठोरता और ताकत, इसकी विशेषताओं को निम्नानुसार संक्षेप में प्रस्तुत किया जा सकता है:
1। बिट्स को डिफ्लेक्ट करना आसान है
विचलन: प्रसंस्करण के दौरान ड्रिल बिट के झुकने के कारण छेद व्यास के विस्तार को संदर्भित करता है, छेद गोल नहीं है या छेद का अक्ष तिरछा है, आदि, चित्र 2-6 देखें।
कारण: ड्रिल बिट के गलत तरीके से केंद्रित होने के कारण, ड्रिल बिट की कठोरता और मार्गदर्शक प्रभाव खराब होते हैं, और ड्रिल बिट काटने के दौरान झुकना और झुकना आसान होता है।

2। चिप्स को खाली करना मुश्किल है
ड्रिल छेद का चिप आकार व्यापक है, और चिप स्लॉट का आकार प्रतिबंधित है। जब यह बहता है, तो यह हिंसक रूप से छेद की दीवार के खिलाफ रगड़ता है, और छेद को एक सर्पिल आकार में रोल करने के लिए मजबूर किया जाता है। छेद की चिप और दीवार सतह की गुणवत्ता को कम करते हुए संसाधित सतह को अधिक घर्षण, निचोड़, खुरदरा और खरोंच कर देगी। चिप्स भी चिप जेब में ब्लॉक कर सकते हैं, ड्रिल बिट को जाम या तोड़ सकते हैं, और उपकरण जल्दी से पहनता है।
चिप निकासी स्थिति में सुधार करने के लिए, चिप पृथक्करण खांचे को ड्रिल बिट पर जमीन किया जा सकता है, और चिप निकासी के लिए विस्तृत चिप को संकीर्ण स्ट्रिप्स में विभाजित किया जा सकता है। गहरी छेद ड्रिलिंग करते समय, प्रसंस्करण के लिए उपयुक्त गहरे छेद ड्रिलिंग का उपयोग किया जाना चाहिए।
3। उच्च तापमान काटने
क्योंकि ड्रिलिंग एक अर्ध-बंद प्रकार की कटिंग है, मुख्य कटिंग एज में कोर और अनुप्रस्थ किनारे के पास एक बड़ा नकारात्मक रेक कोण है। ड्रिलिंग के दौरान उत्पन्न गर्मी को वर्कपीस द्वारा अवशोषित किया जाता है, और बड़ी संख्या में उच्च तापमान वाले चिप्स को समय पर डिस्चार्ज नहीं किया जा सकता है, काटने वाले तरल पदार्थ को काटने वाले क्षेत्र में इंजेक्ट करना मुश्किल होता है, और काटने की गर्मी आसानी से विघटित नहीं होती है। चिप्स, उपकरण और वर्कपीस के बीच घर्षण बहुत बड़ा है, इसलिए काटने का तापमान अधिक है, उपकरण पहनना बड़ा है, और ड्रिलिंग और उत्पादकता की मात्रा सीमित है।
4। कम सटीकता
ड्रिलिंग सटीकता कम है, सतह खुरदरी है, सामान्य प्रसंस्करण सटीकता आईटी 10 से नीचे है, सतह खुरदरापन आरए मान 12 5 मिमी से अधिक है, और उत्पादन क्षमता है। कम भी। इसलिए, ड्रिलिंग का उपयोग मुख्य रूप से रफिंग या प्री-मशीनिंग प्रक्रियाओं के लिए किया जाता है।
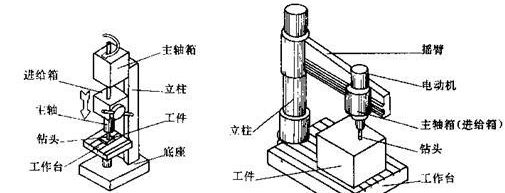
चित्र: ऊर्ध्वाधर ड्रिलिंग मशीन और घुमाव ड्रिलिंग मशीन की संरचना आरेख
3। ड्रिलिंग का अनुप्रयोग
एकल टुकड़े और छोटे बैच उत्पादन में, छोटे छेद और मध्यम आकार के वर्कपीस पर छोटे छेद (डी जीजी लेफ्ट; 13 मिमी) आमतौर पर बेंच ड्रिलिंग मशीनों द्वारा संसाधित किए जाते हैं, और बड़े छेद (डी जीजी लेफ्ट; 50 ; मिमी) आमतौर पर ऊर्ध्वाधर ड्रिलिंग मशीनों द्वारा संसाधित होते हैं;
बड़े और मध्यम आकार के वर्कपीस पर छेद एक घुमाव ड्रिलिंग मशीन के साथ संसाधित किया जाना चाहिए, और घूर्णन शरीर वर्कपीस पर छेद एक खराद पर संसाधित किया जाना चाहिए।
बैचों और बड़े पैमाने पर उत्पादन में, प्रसंस्करण सटीकता सुनिश्चित करने के लिए, उत्पादन क्षमता में वृद्धि और प्रसंस्करण लागत को कम करने के लिए, ड्रिल मृत्यु, मल्टी-एक्सिस ड्रिल या संयोजन मशीन टूल्स का व्यापक रूप से छेद प्रसंस्करण के लिए उपयोग किया जाता है।
उच्च परिशुद्धता और छोटे खुरदरेपन के साथ छोटे और मध्यम व्यास के छेद (डी जीजी लेफ्ट; 50 मिमी) के लिए, ड्रिलिंग के बाद अर्ध-परिष्करण और परिष्करण के लिए विस्तार और रीमिंग का उपयोग करना अक्सर आवश्यक होता है।